



ROUNDO ROLLS R-6-S ( TOOLS 16 )
MODEL: R-6-S
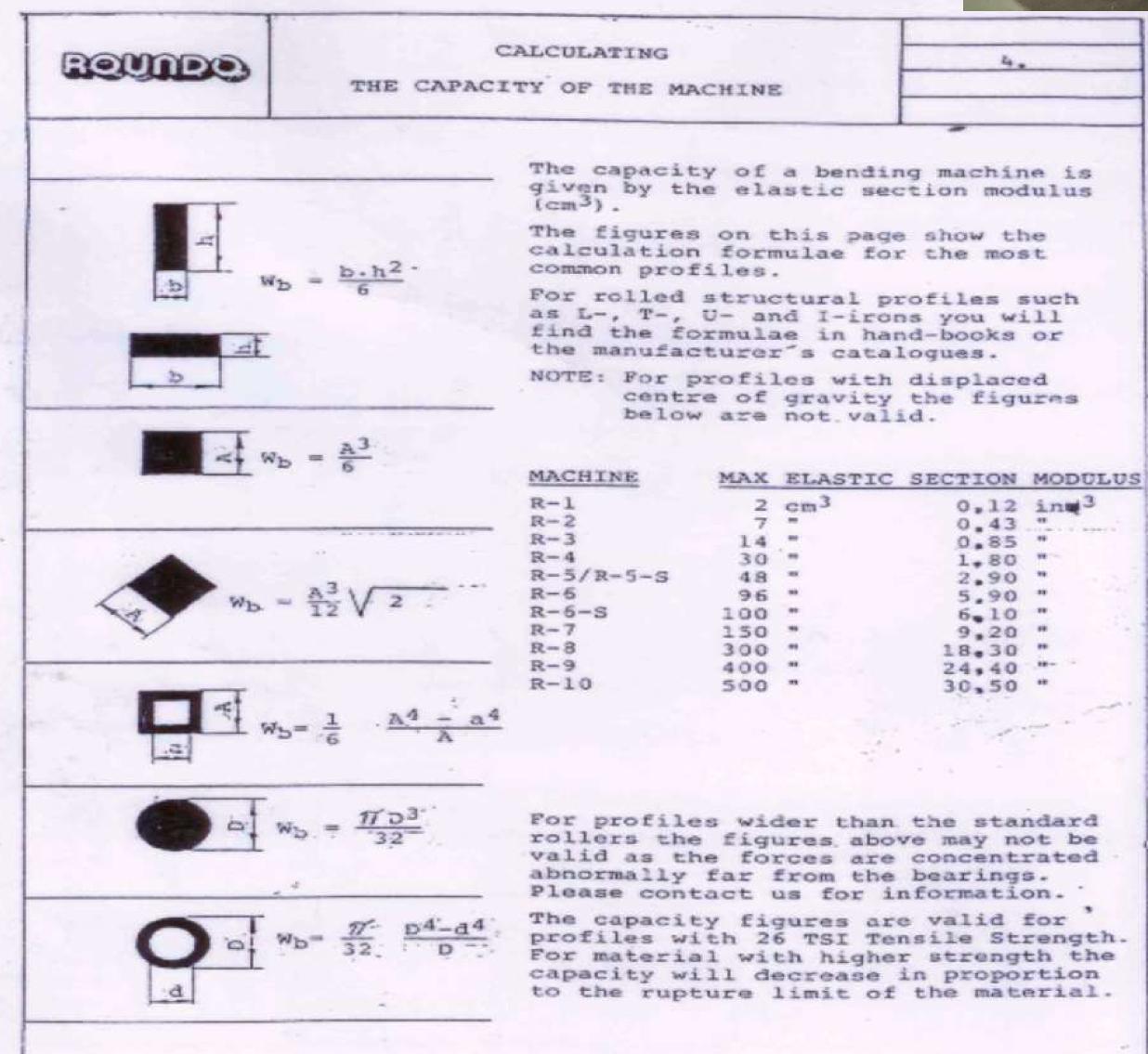
CAPACITIES:
ANGLES: LEG OUT MAXIMUM 6 X 6 X 5/8 ( MINIMUM DIA. 100" )
MINIMUM 1-1/2 X 1-1/2 X 1/4 ( MINIMUM DIA. 26" )
( WITH SPECIAL TOOLING MINIMUM DIA 16: )
LEG IN MAXIMUM 5 X 5 X 3/4 ( MINIMUM DIA. 85" )
MINIMUM 1-1/2 X 1-1/2 X 1/4 ( MINIMUM DIA. 85" )
( WITH SPECIAL TOOLING MINIMUM DIA. 18" )
MINIMUM BEND RATIOS for Diameters:
LEG OUT= 14X (LEG WIDTH PARRALELL WITH PLANE OF BEND)
LEG IN= 18X(LEG WIDTH PARRALELL WITH PLANE OF BEND)
SS 2 x 2 x 3/16, LEG-IN, MIN O.D. = 60”
TEES: LEG OUT MAXIMUM ST6WF36 ( MINIMUM DIA 85" )
( MINIMUM DIA 20" )
LEG IN MAXIMUM ST5WF36 ( MINIMUM DIA. 60" )
( MINIMUM DIA. 20" )
FLAT BAR: HARDWAY MAXIMUM 1-1/4 X 5 ( MINIMUM DIA. 48" )
MINIMUM 1-1/4" X 1--1/2" ( MINIMUM DIA. 20" )
( WITH SPECIAL TOOLING 16" )
Note: 6”wide rolled the Hardway is possible at Larger Radius(240” or bigger)
EASYWAY MAXIMUM 1-1/4" X 10" ( MINIMUM DIA. 50" )
( MINIMUM DIA. 20" )
SQUARE BAR: MAXIMUM 3" X 3" ( MINIMUM DIA. 50" )
( MINIMUM DIA. 20" )
ROUND BAR: MAXIMUM 3-1/2" DIA. ( MINIMUM DIA. 75" )
SEE PIPE/TUBE DIE LIST FOR DIA. CAPABILITY.
( MINIMUM DIA. 20" )
PIPE: MAXIMUM 5-1/2" STD. PIPE/ 6”OD ( MINIMUM DIA. 75" )
( MINIMUM DIA. 20" )
WF / IBM: HARDWAY MAXIMUM SMALL PROFILES ( MIN. DIA TEST REQUIRED )
(WF 4” x 13# can be rolled to a 96” inside radius before flange distortion of ¼”)
EASYWAY MAXIMUM WITH TOOLING 12” X 6-3/8” (WF 12 X 22#)
( MINIMUM DIA. 75" ) MINIMUM WITH SPEC. TOOLING
3” X 2” X 3/8” ( MINIMUM DIA. 20" )
CHANNEL: LEG OUT MAX. SMALL PROFILES (TEST BEND REQ'D.)
WITH SPEC. TOOLING 12 X 3 ( MINIMUM DIA. 50" )
LEG IN MAX. SMALL PROFILES (TEST BEND REQ'D.)
WITH SPEC. TOOLING 3 X 1-1/2 ( MIN. DIA. 20")
HARDWAY MAX. WITH SPECIAL TOOLING 5 X 2-1/2
( MIN. DIA. 160" ) ( MIN DIA. 60" )
STD PIPE: 1" (1-5/16 OD) MINIMUM CENT. LINE DIAMETER: 16-1/2"
1-1/2" (1-7/8 OD) " " " " : 18"
2" (2-3/8 OD) " " " " : 18”
2-1/2”(2-7/8 OD) “ “ “ “ : 20”
3" (3-1/2 OD) " " " " : 21-1/2"
4" (4-1/2 OD) " " " " : 28”
TUBE: 2"OD " " " " :16-1/2”
Schd 80 Pipe: 3" (3.5 OD) MINIMUM CENT. LINE DIAMETER: 19.25"
SQUARE/RECT TUBE:
MAXIMUM HORIZONTAL DIMENSION (HARDWAY): 6”
MAXIMUM VERTICAL DIMENSION (EASY WAY): 12”
**1 NOTE THE THICKER THE WALL THE LESS CROSS SECTIONAL DISTORTION WILL
OCCUR IN ROLLING SQUARE OR RECTANGULAR TUBE. WHENEVER POSSIBLE
FURNISH A SAMPLE OF THE ROLLED PC IF THE DEGREE OF DISTORTION IS IN
IN QUESTION OR A CONCERN BEFORE ROLLING THE PRODUCTION PART. AS
A GENERAL RULE THE RATIO FOR ROLLING IS (WIDTH OF SECTION MULTIPLIED
BY 18 TO 20 TIMES= MINIMUM RADIUS for Steel, for Aluminum it is 38 to 45 times =MINIMUM
RADIUS. )
RT4 x 2 x .125 6061 T6 min Radius inside is 180”(25518-001)
THE MINIMUM DIAMETER FOR STL ANGLE 2-1/2 X 2-1/2 X 1/4 ROLLED LEG IN
IS 42” OD (WIDTH OF MATERIAL MULTIPLIED BY 8= MINIMUM RADIUS).
RT 8 X 3X 1/4 WALL MINIMUM INSIDE RADIUS IS MORE THAN 69” INSIDE EASY WAY
23X WIDTH OF MATERIAL BEING BENT
2207 S. West Ave.
Waukesha, WI 53189
P: 262.548.6080
E: sales@wismet.com

© 2026 Wisconsin Metalworking Machinery, Inc.