Specifications
Equipped With
Equipment Specifications
Straightening force . . . . . . . . . . . . 40 tons (355 kN)
Maximum width between centers . . . . . . . 29.5 inches (750 mm)
Working height . . . . . . . . . . . . . . . 39.4 inches (1000 mm)
Overall height (without safety screens). . . 63 inches (1,600 mm)
Overall width (without safety screens) . . . 84 inches (2,130 mm)
Overall depth (without safety screens) . . . 55 inches (1,400 mm)
Weight (approximate) . . . . . . . . . . . . 15,000 pounds (6,800 kg)
Power connection . . . . . . . . . . . . . 20.0 kVA
Electricity requirements:
Main . . . . . . . . . . . . . . . . . . 480 VAC, 60 Hz, 60 amps
PLC and straightening controller . . . . 120 VAC, 60 Hz
PLC peripherals . . . . . . . . . . . . . 24 VDC
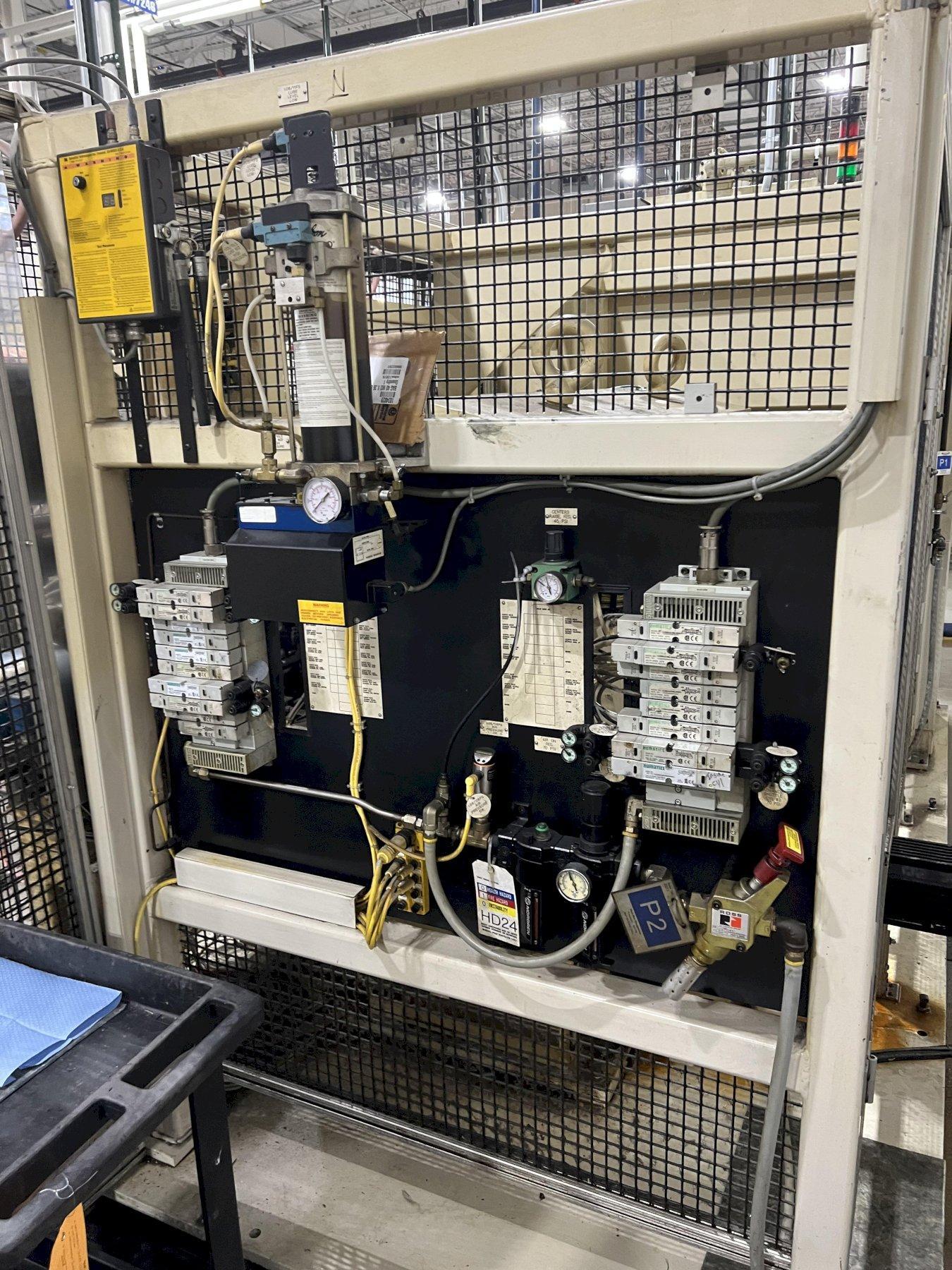
Pneumatic supply . . . . . . . . . . . . . . 4.14 bar (60 psi)
Functional Descriptions:
Straightening Machine
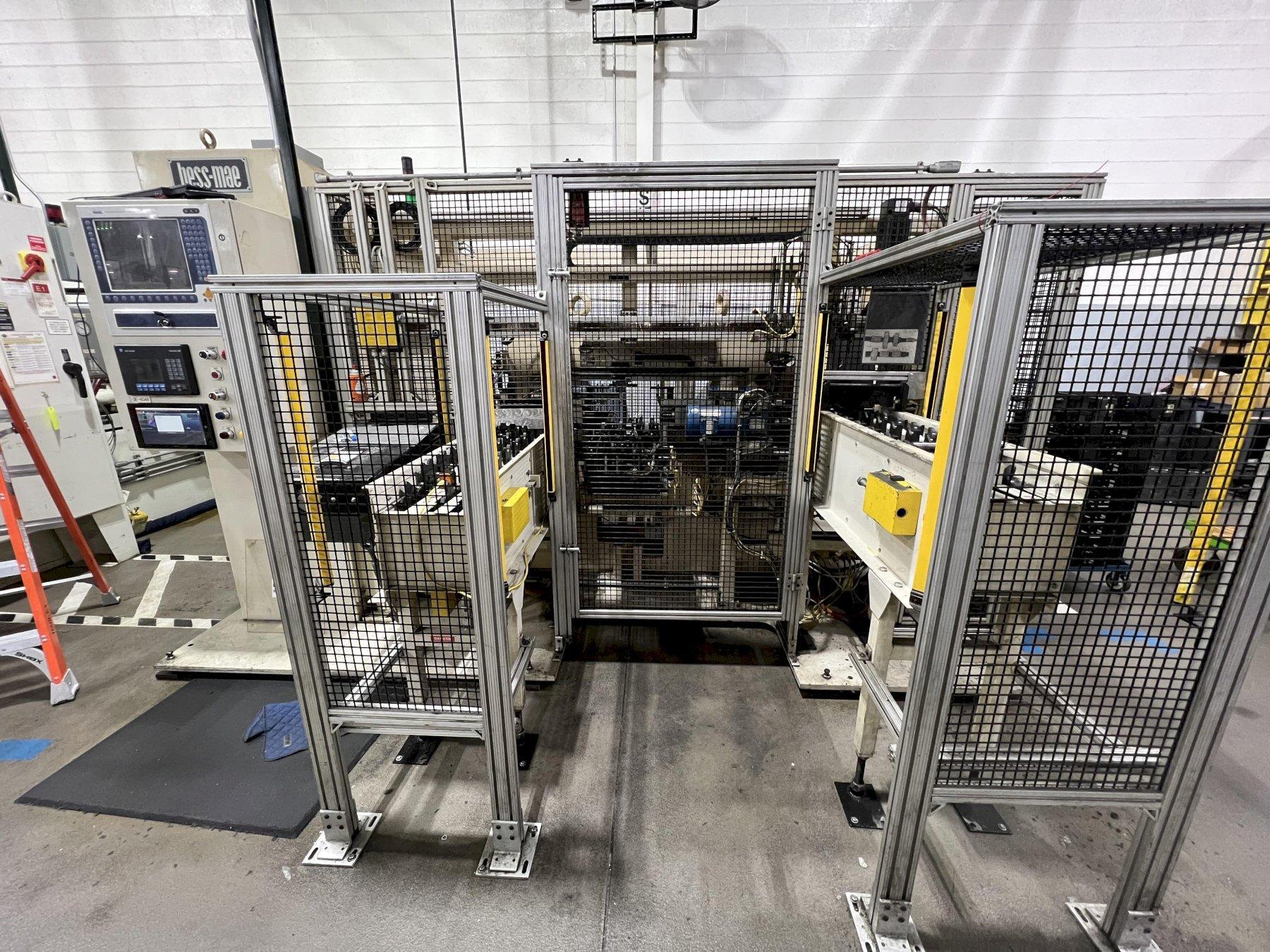
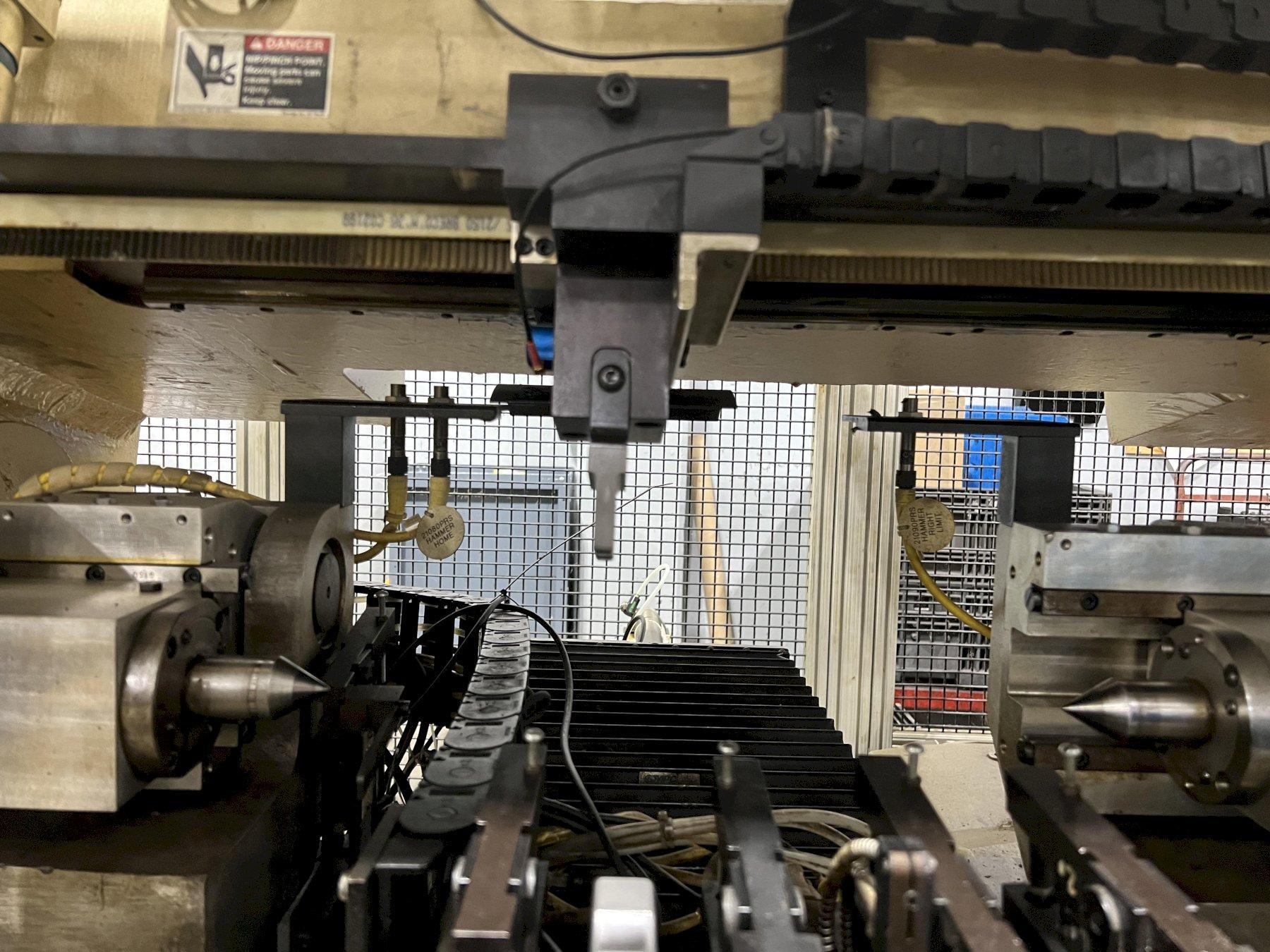
The Hess MAE M-AH-40RH-750 Automatic Straightening Machine is designed to automatically straighten input shafts and counter shafts.
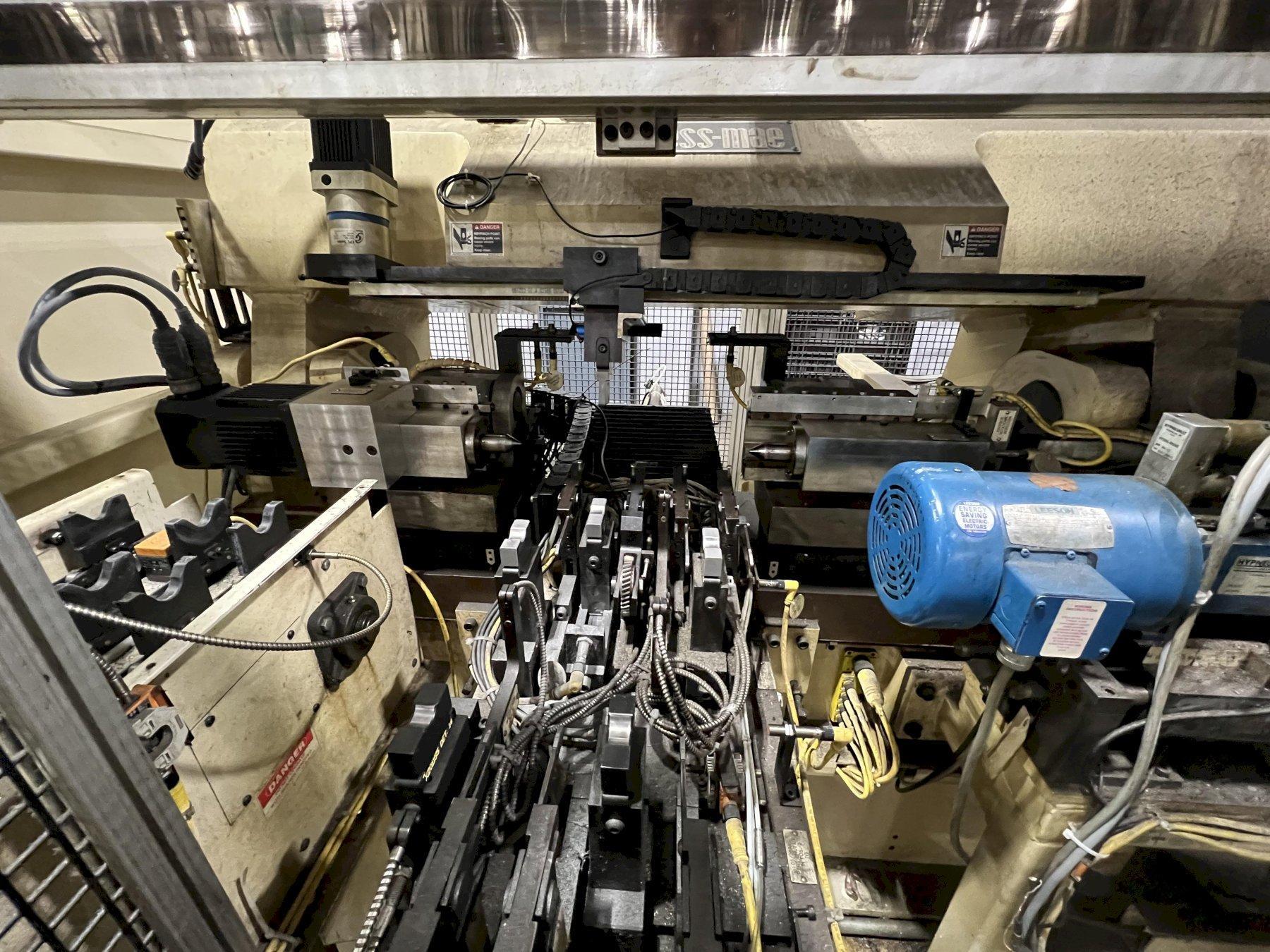
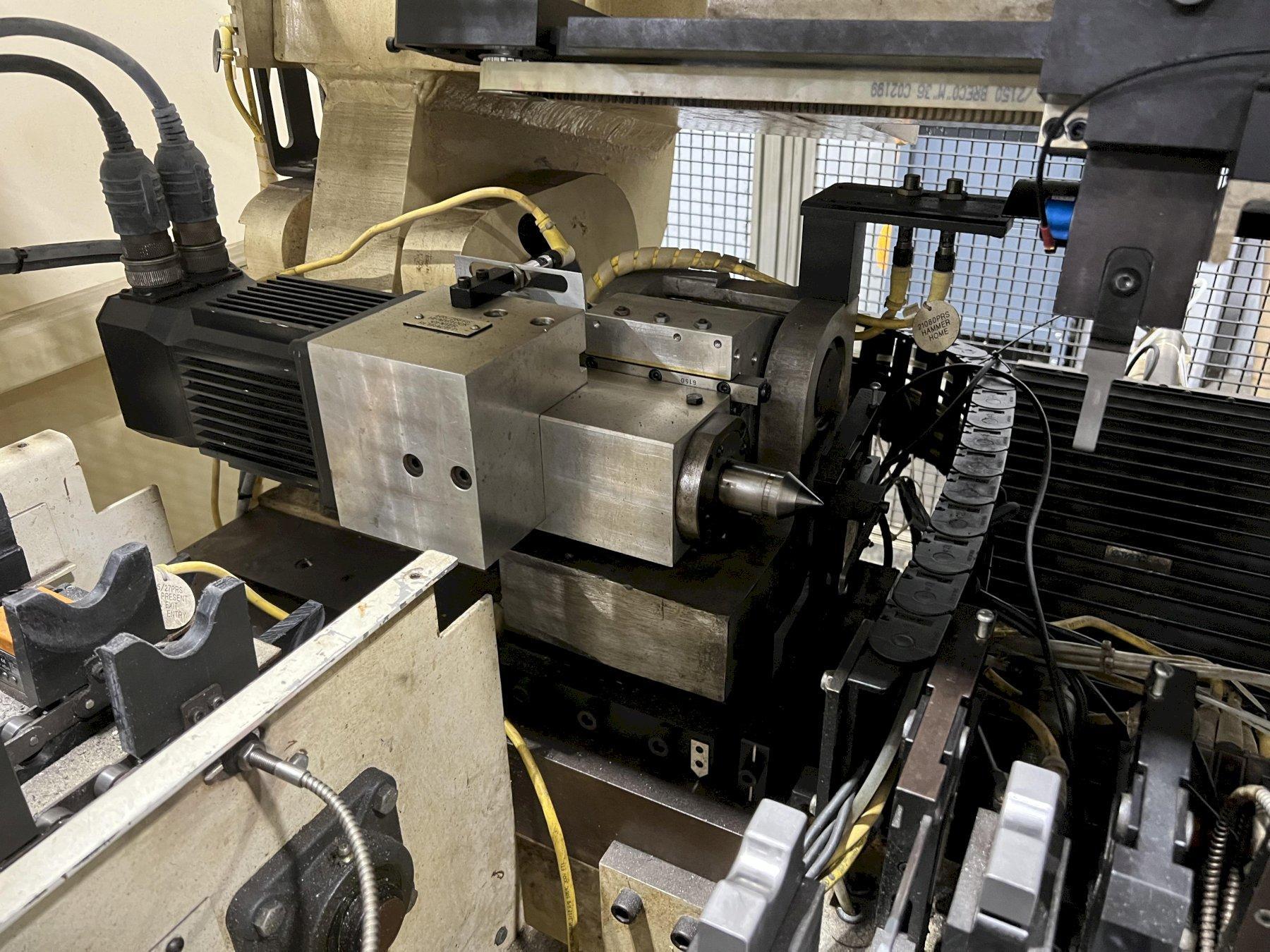
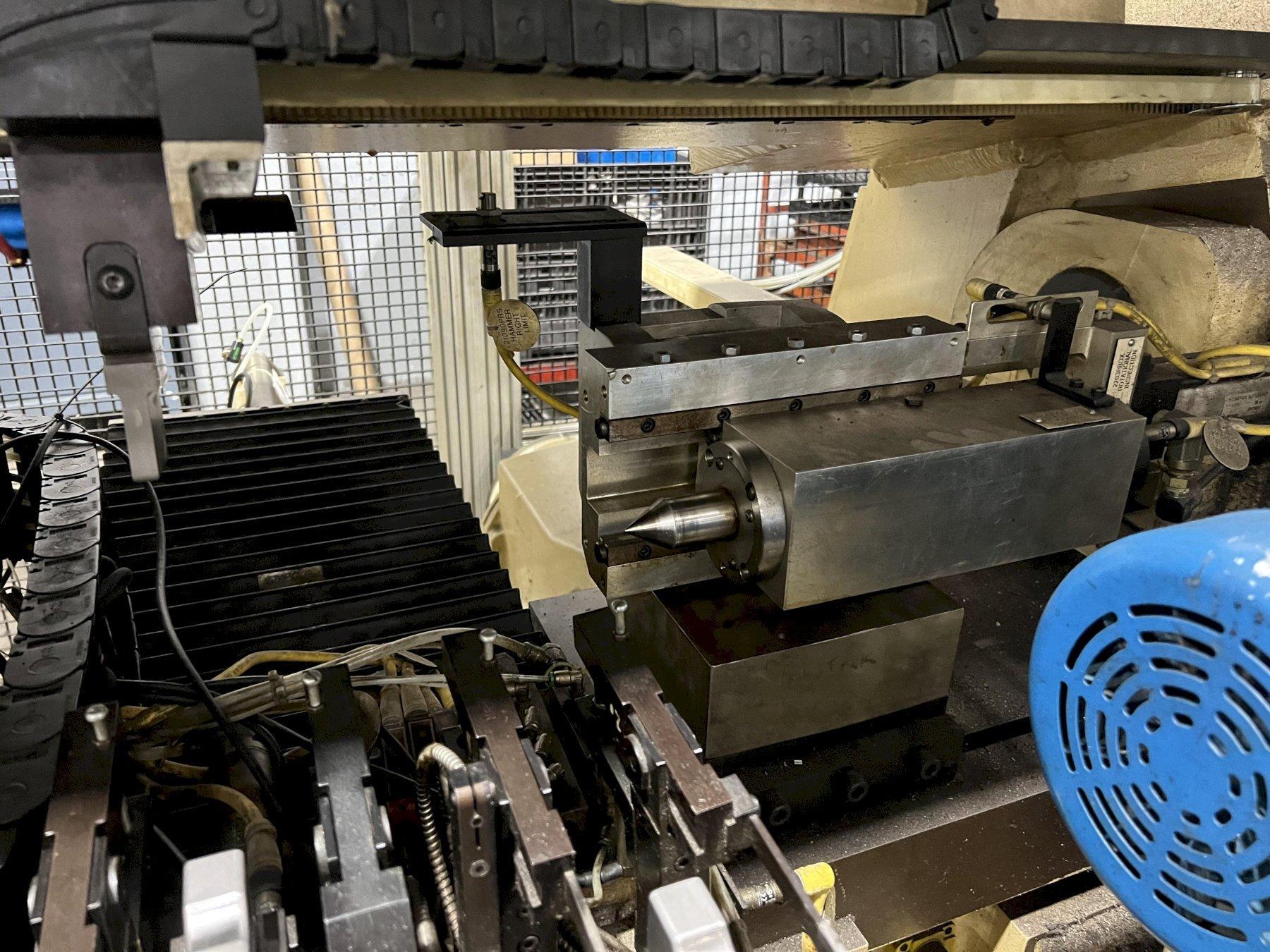
The automatic straightening machine consists of a welded and stress relieved base, table, and rotating ram. The ram rotates in heavy duty, maintenance free bearings. The ram drive system consists of an AC servo motor and control, a bevel gear and cam disk assembly, and a high-resolution incremental encoder. A pneumatically actuated headstock and a pneumatically actuated tailstock clamp the part. An AC servo motor mounted on the headstock rotates the part during the checking and straightening processes. Fixed anvil assemblies support the part and work in conjunction with pneumatically actuated, retractable anvil assemblies and a servo-controlled hammer assembly (mounted on the ram) to straighten the part. Probe assembles with high precision digital encoders measure part runout.
A pneumatically actuated and electrically driven cleaning station is integrated into the machine; the cleaning station cleans the centers of the shaft.
A pneumatically actuated part shuttle is integrated into the machine; the anvil assemblies and the probe assemblies are mounted on the part shuttle. The part shuttle moves parts into and out of the work area.
A pneumatically actuated and servo driven gantry is integrated into the machine; the gantry moves parts from the cleaning station through the part shuttle to the exit conveyor or the reject tray.
Master test bars are supplied for checking and verifying the accuracy and repeatability of the machine measuring system. The test bars are similar in size and dimension to the parts being straightened.
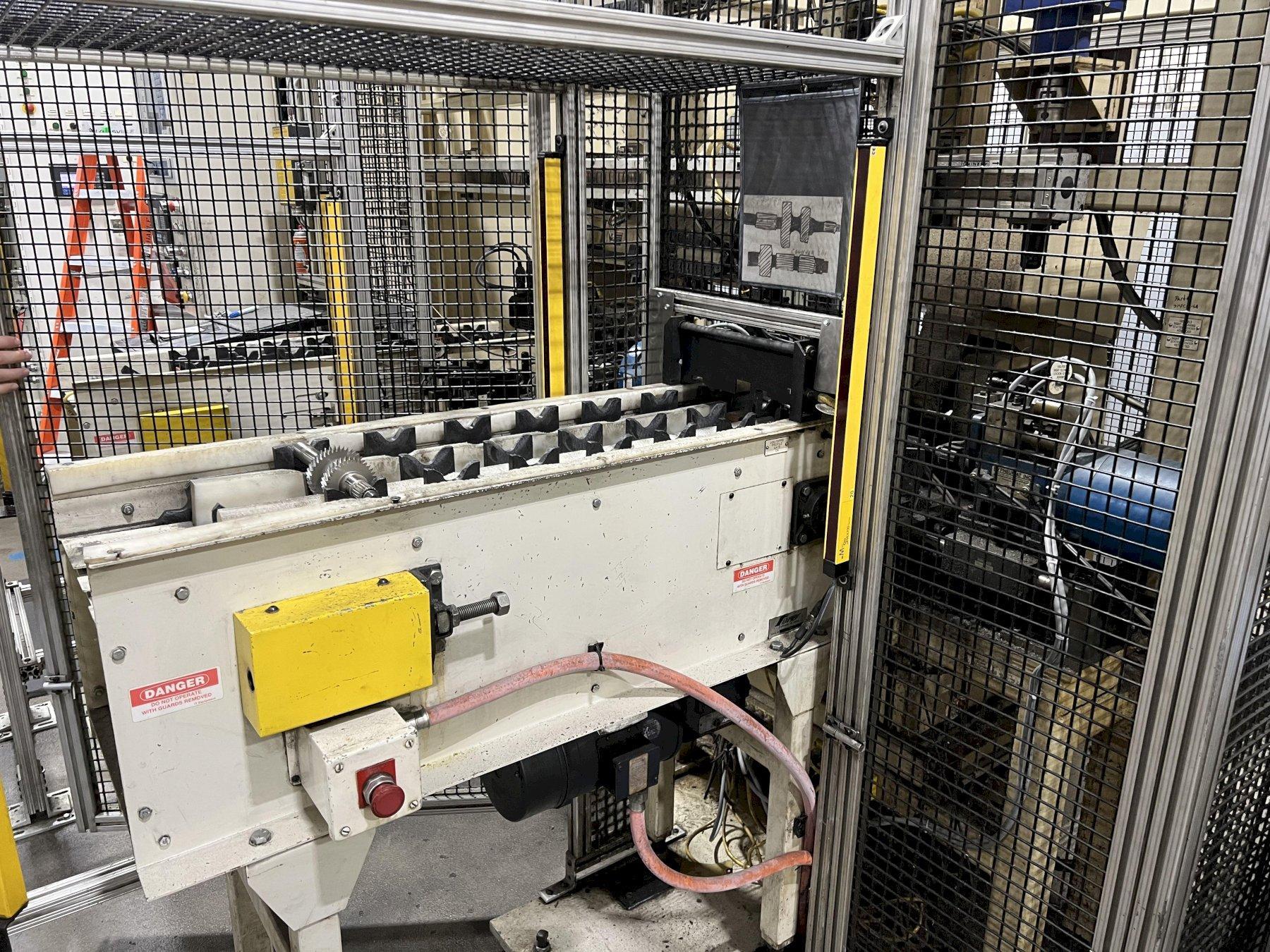
Infeed Conveyor
The infeed conveyor transfers parts into the straightening machine. The infeed conveyor was designed and built by Industrial Transmission Equipment Inc.
Exit Conveyor
The exit conveyor transfers parts out of the straightening machine. The exit conveyor was designed and built by Industrial Transmission Equipment, Inc.
Electrical Control System
Machine functions are controlled by an Allen-Bradley SLC 5/04 PLC; components can be manually or automatically operated through an Allen-Bradley PanelView 600 operator interface. All necessary control components, switches, sensors, actuators, safety devices, and wiring are incorporated.
The checking and straightening processes are controlled by a Hess MAE RICOS straightener controller.
Parts are checked for cracks by a QASS.net CiS 0.1 crack identification system.
Sequence of Operation:
NOTE: Some movements and activities occur simultaneously with others.
The operator places a part on the infeed conveyor; the part is automatically identified as the infeed conveyor indexes the part into the cleaning station.
The cleaning station slides advance and the part clamp clamps the part. The motors start and the cleaning tools advance to clean the centers. When the centers have been cleaned, the cleaning tools and the slides retract, the motors stop, and the clamp unclamps the part.
The gantry moves to the cleaning station. The right-hand gripper lowers, clamps the part, then raises to remove the part from the cleaning station. The gantry moves to the part shuttle. The left-hand gripper lowers, clamps the part, then raises to remove a part from the part shuttle. The right-hand gripper lowers to place the part on the part shuttle, unclamps the part, then raises.
The part shuttle moves the part into the straightening station. The headstock and tailstock advance to clamp the part. The headstock rotates the part as the part is checked for runout. The part is straightened as required. The headstock and tailstock retract to unclamp the part. The part shuttle moves the part out of the straightening station.
If the part has been rejected, the gantry moves to the reject tray. The left-hand gripper lowers to place the part onto reject tray, unclamps the part, then raises. Rejected parts are manually unloaded by the operator.
If the part has been accepted, the gantry moves to the exit conveyor. The left-hand gripper lowers to place the part onto the exit conveyor, unclamps the part, then raises. Accepted parts are manually unloaded by the operator.
Operation:
Perimeter Guarding and Safety Gates
The straightening machine is surrounded by a protective barrier (extruded aluminum framing with wire mesh panels). Two electrically interlocked gates provide access to the machine. Opening any gate immediately removes control power from the machine and immediately stops all motion. All access gates must be closed and latched before the straightening machine can be operated. Push the {CONTROL POWER ON/RESET} button to reset the safety relay(s).
NOTE: Machine motion does not automatically restart after closing and latching the access gates or resetting the safety relay(s).
Light Curtains
The infeed conveyor and the exit conveyor are protected by light curtains. If a light curtain beam is obstructed while the machine is in cycle, all motion of the corresponding conveyor only is immediately halted. When the obstruction has been removed from the light curtain beam, conveyor motion resumes.
NOTE: Refer to Hess Engineering drawing no. MCD0541406 for minimum safety distance calculations.